
A general-purpose simple assembly line with conveyor
A Detailed Introduction to General-Purpose Conventional Assembly Lines with Conveyor Systems for Factories
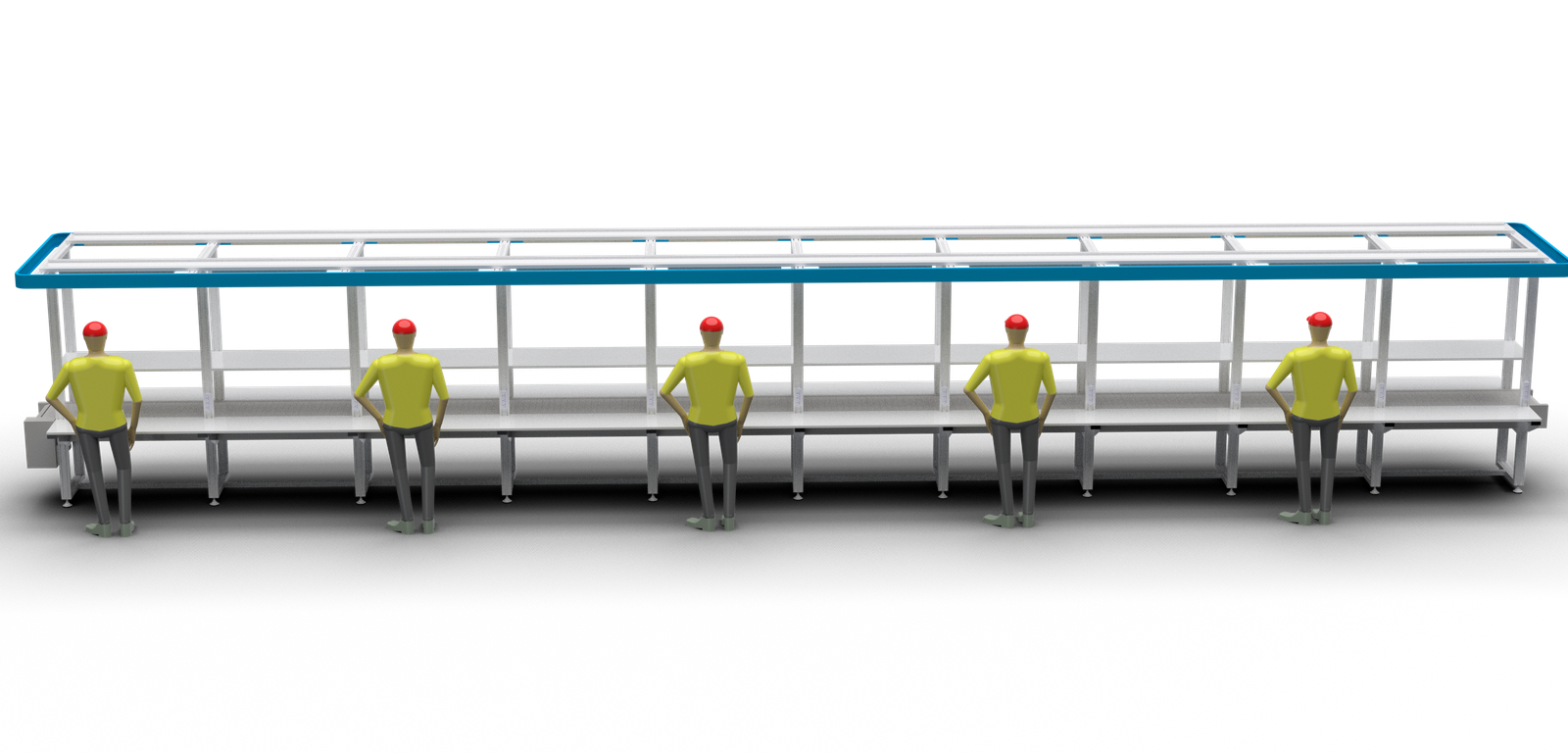
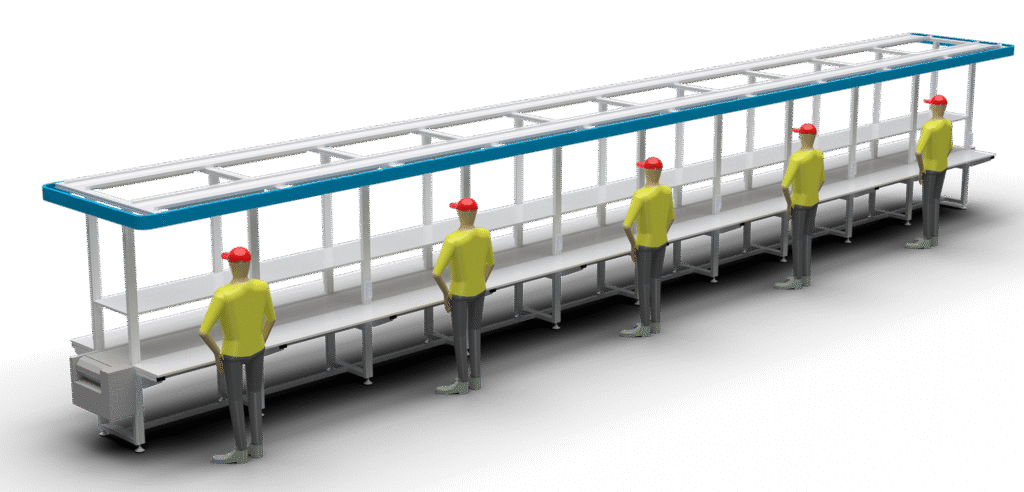
General-purpose assembly lines with conveyor systems are highly flexible and widely used in modern manufacturing. They use the conveyor as the core carrier to connect multiple assembly workstations, enabling continuous or paced assembly operations. Below is a systematic overview covering structure, conveyor types, operation mechanisms, and industry-specific configurations.
1. Overall Structure of the Assembly Line
| Module | Function |
|---|---|
| Conveyor Line | Transfers parts or fixtures; the backbone of the line. |
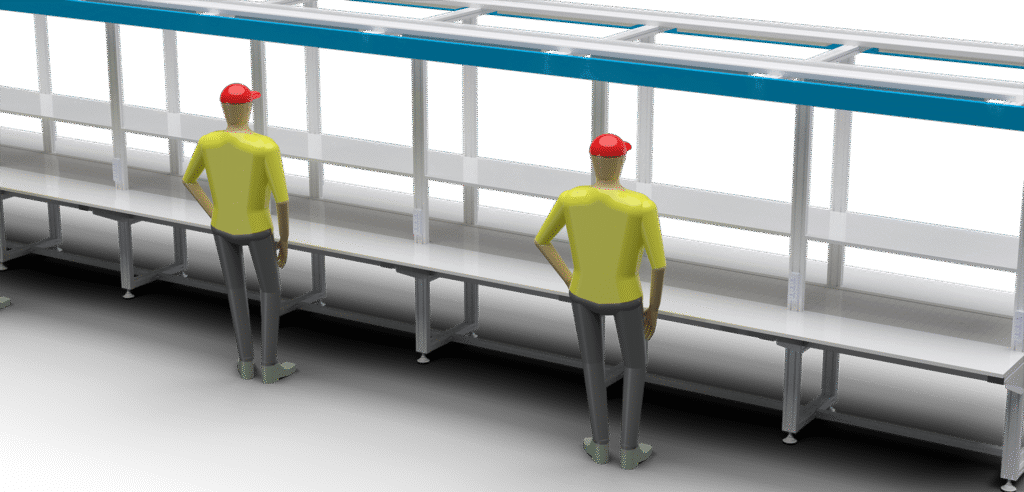
| Workstations | Each performs a specific assembly task, manually or automatically. |
| Fixture Plates / Jigs | Secure products to ensure assembly accuracy; move with the line. |
| Stoppers / Positioners | Accurately halt fixture plates at stations for paced control. |
| Lift & Transfer Units | Elevate or move pallets laterally for multi-level loops or line changes. |
| Control System (PLC) | Manages line motion, pacing, stops, and releases; supports VFD speed control. |
| Lighting & Auxiliaries | Work-station lighting, air supply, power sockets, ESD benches, etc. |
2. Common Conveyor Types & Comparison
| Type | Characteristics | Typical Use |
|---|---|---|
| Double-Speed Chain Conveyor | Accumulating, precise positioning, high pace accuracy | Electronics, home appliances, auto parts |
| Belt Conveyor | Simple, low cost, smooth running | Light loads, packaging, food, initial assembly |
| Roller Conveyor | Heavy-load capable, speed adjustable, low maintenance | Logistics, cartons, pallet handling |
| Slat / Mesh Belt Conveyor | Heat- & oil-resistant, rugged | Drying, painting, heavy assembly |
| Ring-Guide Conveyor | High precision & pace, closed-loop cycling | Precision assembly, medical, 3C, new-energy |
3. Operation Mechanism & Pacing Control
- Pacing Modes
- Synchronous (forced takt): All stations start/stop together; high standardization.
- Asynchronous (flexible takt): Stations controlled independently; multi-variant, low-volume.
- Material Handling & Pallet Return
- Two-tier layout: upper tier for assembly, lower tier for empty-pallet return.
- Lift-and-transfer units for cross-line or vertical movement.
- Integration with MES for material tracking and scheduling.

4. Industry-Specific Configurations
| Industry | Product Features | Recommended Configuration |
|---|---|---|
| Electronics & Appliances | Small, precise, fast pace | Double-speed chain + ESD belt + lighting + test stations |
| Home Appliances | Large, many operations | Double-speed chain + lift-rotate + multi-tier aging line |
| Auto Parts / Engines | Heavy, hot, oily | Slat conveyor + pallet line + lift-position + torque / press stations |
| New-Energy Batteries | High pace & accuracy | Ring-guide + servo drives + precision jigs + vision inspection |
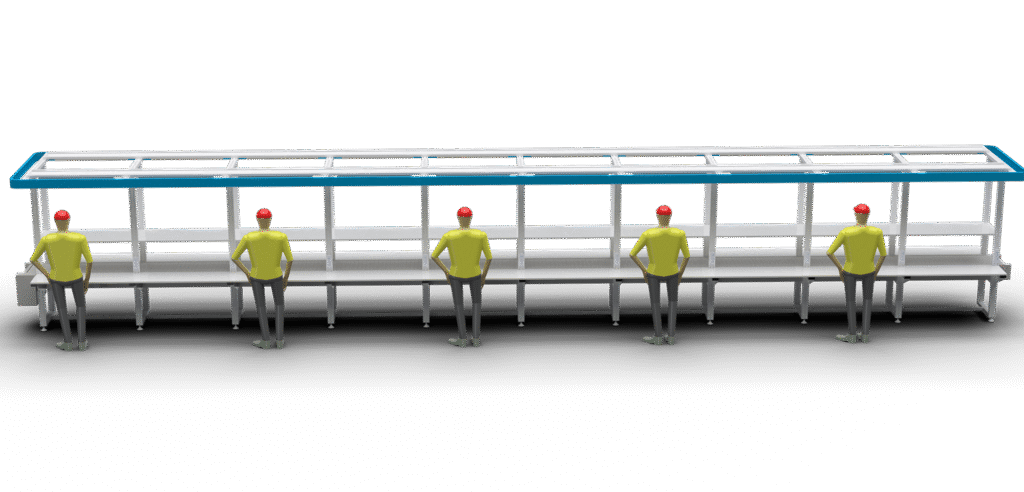
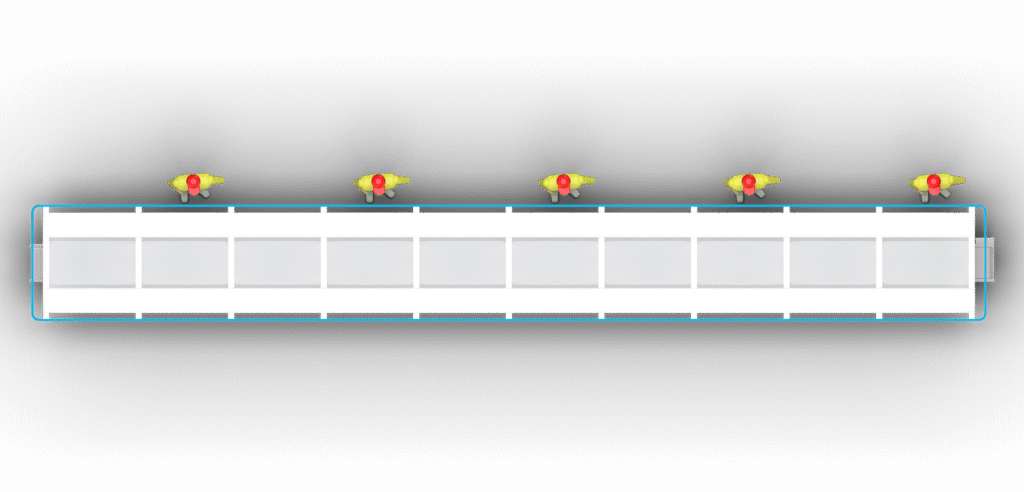
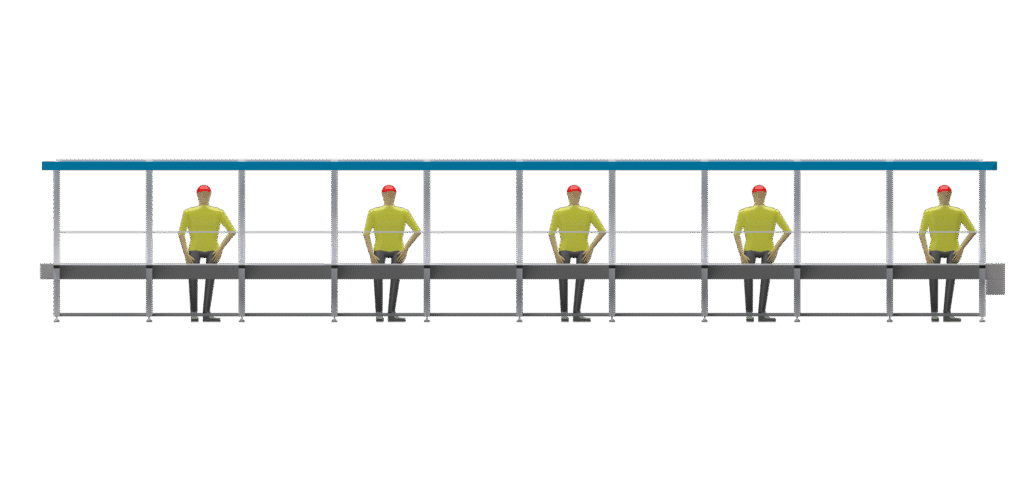
5. Typical Layout Forms
- Straight: Most common; high-volume single product.
- Oval / Circular: Space-saving; cycling test or aging; multi-station assembly.
- Two-Tier: Upper assembly, lower return; high space utilization.
- Cross / Fishbone: Multi-process intersections; mixed manual & automatic.
6. Key Advantages
- Modular design: Quick re-configuration for product changes.
- High flexibility: Handles mixed-model, small-batch production.
- Automation-ready: Easy integration with robots, vision, torque, test equipment.
- Labor-saving: Reduces handling and idle time; improves consistency.
- Full traceability: Links to MES / ERP for smart manufacturing.