
خط إنتاج التجميع والاختبار والتغليف لآلة جز العشب التي تعمل بالبنزين
يقوم خط جزازة العشب التي تعمل بالبنزين بنقل المنصات عبر 25 محطة سلسلة تفاضلية من خلال التجميع المسبق، تركيب المحرك، تثبيت نظام نقل الحركة والشفرة تحت عزم محكم، ثم يؤتمت التشغيل البارد/الساخن، اختبارات الضوضاء، الفرامل وجمع العشب. مفكات السيرفو وRFID تضمان تتبعًا بنسبة 99.5٪ للربط؛ تتوافق الانبعاثات والضوضاء 96 ديسيبل(أ) مع المرحلة الثانية من الاتحاد الأوروبي. أخيرًا، وحدة التكوين-التعبئة-التغليق التلقائية وروبوت التحميل المكدس 6 محاور يسلمان بالاتات ممدودة بـ10 وحدات كل 90 ثانية، مما يوفر 100 ألف وحدة سنويًا في الوردية الواحدة مع ضرر نقل ≤0.2٪.
١. الوحدات الهيكلية والمكونات الرئيسية
١.١ وحدة القوة
محرك بنزين رباعي الأشواط، تبريد هوائي (عائلة 1E40F-3B / 168F، سعة 135–196 سم³، قدرة 4.5–6.5 حصان)، يتضمن خزان وقود مدمج، مبدئ شد، كربurator غشائي، ملف إشعال وفرامل طارة الطيران.
١.٢ وحدة النقل والقطع
علبة ترويل مخروطية (نسبة ≈ 1:1، ضوضاء ≤ 85 ديسيبل)، قرص قطع فولاذي/شفرة دوارة (305 × 90 × 2 ملم، توازن ديناميكي ≤ 5 غ·سم)، رأس جزاز نايلون اختياري، قابض طرد مركزي (يتصل عند 2800 ± 100 دورة/دقيقة).
١.٣ وحدة الحركة وتعديل الارتفاع
عجلات أمامية وخلفية 8–10 بوصة (محامل كروية صيانة-مجانية)، ميكانيزم تعديل الارتفاع رباعي الروابط + مقبض لولبي، 10 مواضع 30–80 ملم.
١.٤ وحدة التحكم والسلامة
مقبض U قابل للتعديل (مطاط مضاد للاهتزاز)، قفل互ق بين دواسة الوقود والفرامل، كيس عشب بلاستيكي 60 لتر سريع الفك، فرامل طارة توقف < 3 ثوان، واقي قرص قطع كامل 360° (≥ 15 ملم).
١.٥ الهيكل والأغطية
سطح معدني مدمج (صفائح باردة 1.8 ملم، كهروفورتيز + بودرة)، الوزن الصافي 31–42 كغ، الأبعاد الكلية ≈ 1560 × 505 × 1025 ملم.
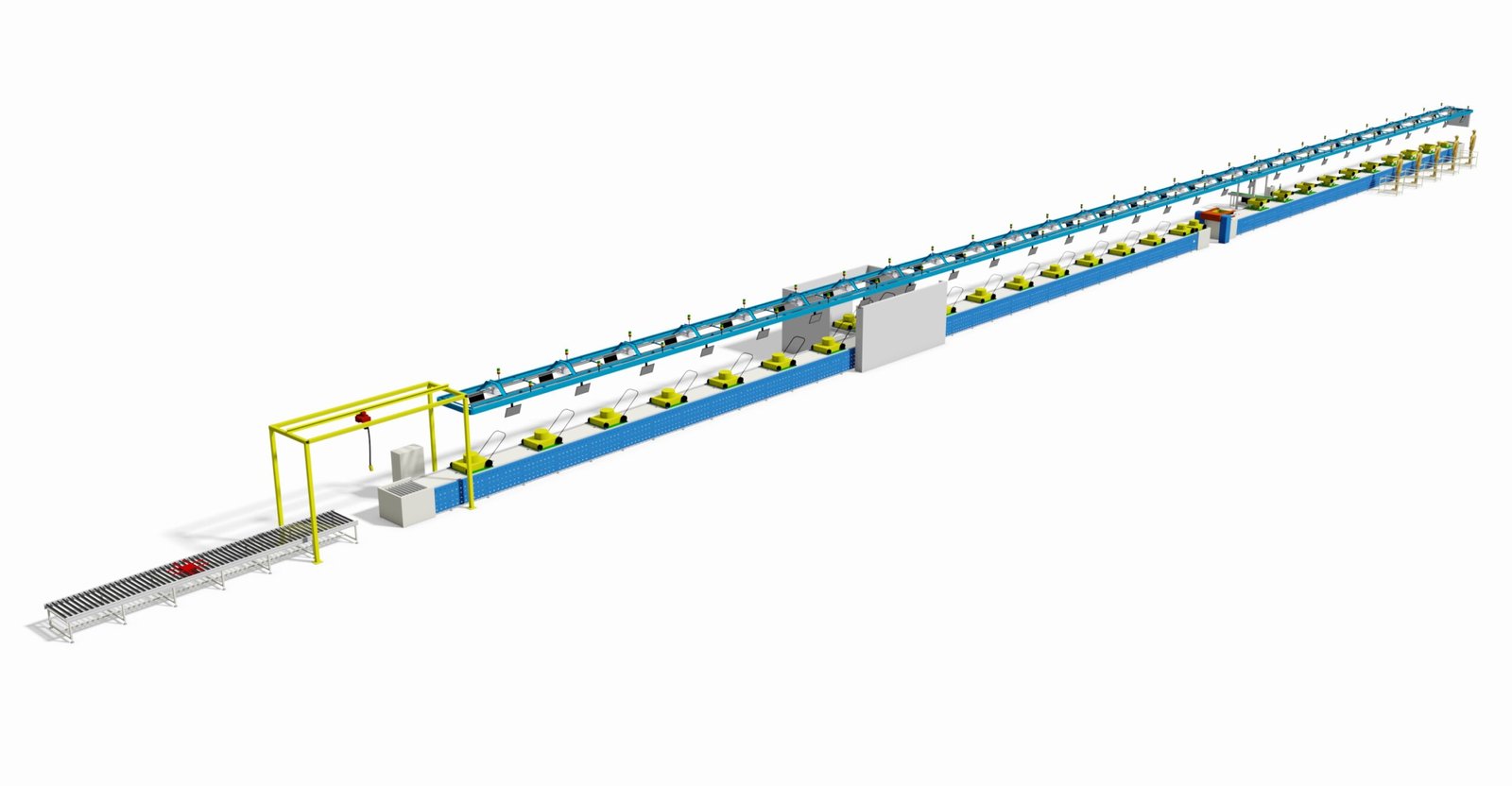
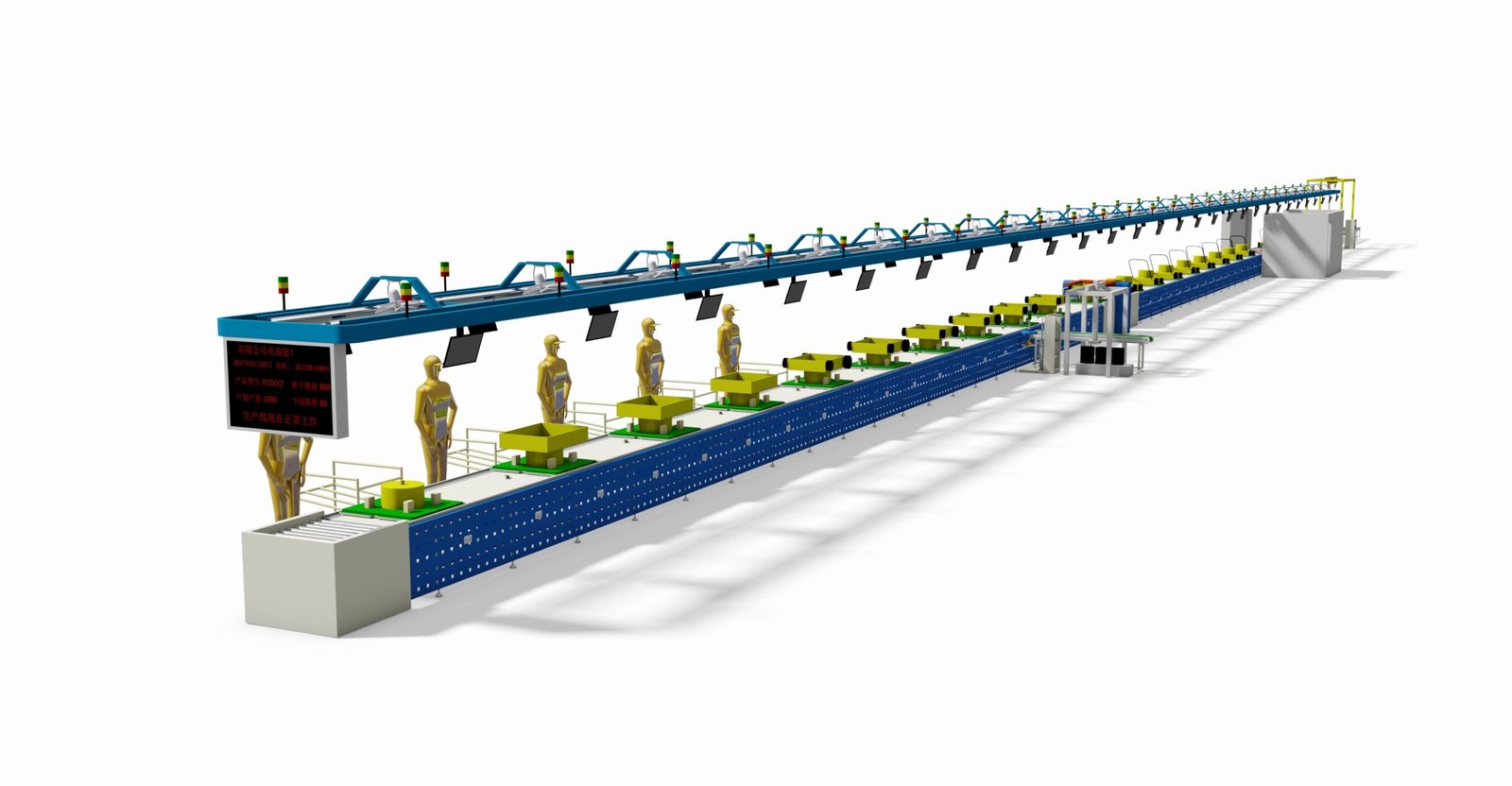
٢. عملية خط التجميع (زمنة ≤ 90 ث/وحدة، 100–150 ألف وحدة/سنة)
٢.١ تكوين الخط
سلسلة تروية تفاضلية + منصات نقالة (800 × 600 ملم، RFID)، سرعة 0.3–1.5 م/دقيقة عاكس تردد؛ 25 محطة رئيسية + 5 محطات إصلاح، خطوة 2 م.
٢.٢ تفصيل المحطات والعمليات الرئيسية
٠# تجميع مسبق (خارج الخط)
- تدفئة المحرك: 3000 دورة/دقيقة × 10 دقائق، حرارة الزيت 90 °م، فحص أولي للانبعاثات.
١# تحميل السطح → ٢# تركيب العارضات والمحاور → ٣# تركيب ميكانيزم الارتفاع → ٤# تركيب علبة الترويل المخروطية (لوكتيت 243، عزم M6 18 نيوتن·م، ربط إلكتروني 100 %) → ٥# تركيب القابص والعمود الم transmission (الاهتزاز ≤ 0.2 ملم) → ٦# تحميل المحرك (ذراع مساعد 60 كغ) → ٧# توصيل سلك الغاز، سلك الإيقاف، خرطوم الوقود (ربط سريع + كلبة مزدوجة) → ٨# تركيب خزان الوقود والكربurator (تشغيل مضخة والتسرب) → ٩# تركيب ملف الإشعال وطارة الطيران (فجوة 0.3 ± 0.05 ملم) → ١٠# تركيب العادم والواقي (مسافة للإطار ≥ 10 ملم) → ١١# تركيب مقبض التحكم (تناظر ≤ 1°) → ١٢# تركيب حامل كيس العشب → ١٣# تركيب قرص القطع/رأس الجزاز (عزم 23 نيوتن·م + 30° إضافية) → ١٤# تركيب العجلات (مكعب المحور 35 نيوتن·م) → ١٥# ترتيب الأسلاك + أكمام واقية → ١٦# فحص أولي (رؤية صناعية) → ١٧# نقل إلى منطقة الاختبار
*المحطات ٣، ٦، ٩، ١٣ عزوم أمان حرجة؛ ٧، ٨ تسرب وقود (اختياري هيليوم).
٢.٣ بوابات الجودة - نسبة عزم النجاح ≥ 99.5 %؛ مقارنة RFID مع BOM، توقف تلقائي عند النقص/الخطأ.
- ربط QR-Code للمكونات الحرجة برقم السلسلة، حفظ ≥ 10 سنوات.
٣. التشغيل المبدئي على الخط والاختبار النهائي
٣.١ تشغيل بارد (3 دقائق)
بدون حمل 3000 دورة/دقيقة × 180 ثانية؛ الاهتزاز ≤ 12 ملم/ث، ضغط الزيت ≥ 0.2 بار، لا ضوضاء شاذة.
٣.٢ أداء حار (5 دقائق)
تحميل متدرج 25 %–100 % مع فرامل مغناطيسية؛ قياس:
- القدرة الفعلية، العزم، استهلاك الوقود (نقطة 25 %).
- CO ≤ 5 غ/كو·س، HC ≤ 5 غ/كو·س (محلل سريع NDIR).
- حرارة الزيت < 110 °م، لا تراكم على شمعة الإشعال.
٣.٣ الضوضاء / الاهتزاز
نصف كروي 6 نقاط، نصف قطر 4 م، خلفية < 45 ديسيبل(A);استطاعة الصوت ≤ 96 ديسيبل(A) (اللوائح الأوروبية 2000/14/EC المرحلة الثانية).
٣.٤ فرامل وأمان
فرامل طارة ≤ 3 ثوان، توقف الشفرة < 5 ثوان؛ تسجيل منحدر سرعة فك القابص.
٣.٥ اختبار جمع العشب
عشب صناعي 30 م²، ارتفاع القطع 40 ملم، دورتان؛ نسبة الجمع ≥ 95 %، لا خطوط م missed.
٣.٦ الحكم النهائي
جميع البيانات ترفع تلقائياً إلى MES؛ الوحدات الرافضة إلى حلقة الإصلاح؛ الم تطبع ملصق ضمان 3 سنوات (رمز واحد لكل وحدة).
٤. خط التغليف والتحميل المكدس
٤.١ ما قبل التغليف
تفريغ الزيت الساخن → إعادة الملء إلى الأعلى → نفخ البقايا → لصق 8 ملصقات تحذير/مطابقة.
٤.٢ تكوين الكرتون، وضع الكيس، التعبئة
- آلة تكوين الكرتون: كرتون 3 طبقات 1150 × 510 × 510 ملم، زاوية U سفلية + لوحة خلية نحل؛
- آلة إدخال الكيس: كيس PE 0.08 ملم + 2 أكياس جافة؛
- إنزال الوحدة داخل الكرتون، كتلتي EPS جانبيتان، لوحة خلية 5 طبقات أعلى؛
- ملحقات: دليل المستخدم + بطاقة الضمان + علبة أدوات (مقبس شمعة، مفتاح 8–10، قمع زيت).
٤.٣ التغليق والملصقات
طي تلقائي + لصق حار؛ وزن 31 ± 0.5 كغ؛ ملصقات الشحن وCE.
٤.٤ التحميل المكدس بالروبوت
بالات 1 × 1 م، 5 طبقات × 2 = 10 وحدات/بالتة، غلاف مشدود + زوايا واقية، دخول إلى WMS.
٤.٥ تطابق الإنتاجية
زمنة التغليف ≤ 75 ث/كرتون؛ تطابق خط الرئيس 15 وحدة/ساعة؛ OEE ≥ 85 %.
٥. قائمة المعدات الرئيسية (100 ألف وحدة/سنة، وردية واحدة)
1 خط السلسلة التفاضلية الرئيسي (25 محطة، منصات + RFID)
12 مفكات عزم سيرفو (Atlas Copco أو Desoutter)
2 ذراع مساعد (تحميل المحرك والخزان)
2 منضدة اختبار باردة + 2 منضدة اختبار ساخنة (تشغيل 4 وحدات متوازي)
1 غرفة ضوضاء نصف كروية (6 ميكروفونات)
1 وحدة تكوين-تعبئة-تغليق تلقائية
1 روبوت تحميل مكدس 6 محاور (ABB -120 كغ حمولة)
1 نظام MES + أندون + تتبع كامل
٦. المشكلات الشائعة واتجاهات التحسين
المشكلة 1: ضخ الوقود في الكربurator بطيء → إضافة “شفط تمهيدي” في المحطة 8، تقليل وقت البدء الأولي 20 ثانية.
المشكلة 2: اهتزاز القرص عالي السرعة → دمج محطة “توازن ديناميكي + وزن”، تصحيح لمرة واحدة، تقليل الإعادة 60 %.
المشكلة 3: تجاوز الضوضاء → إضافة أنبوب مثقب مزدوج + صوف زجاجي داخل العادم، متوسط انخفاض 3 ديسيبل(A).
المشكلة 4: تلف الكرتون أثناء النقل → إضافة خلية نحل 5 ملم سفلية + زوايا واقية، معدل التلف ينخفض من 1.2 % إلى 0.2 %.
بربط كتل العمل الخمس والأنظمة الثلاثة المذكورة أعلاه، يمكن لمصنع جزازات العشب التي تعمل بوقود البنزين أن يحقق 100 ألف وحدة في الوردية الواحدة بكفاءة عالية، تتبع كامل، وتوافق متسق، ويلبي متطلبات الانبعاثات الأوروبية المرحلة الثانية والتوجيه CE، ويمكن تكراره في المشاريع الجديدة أو التوسعية مباشرة.