
هيكل سخان الحائط، وعملية التجميع، خط التجميع، خط الاختبار وخط التغليف
أصبح إنتاج سخانات الحائط معياريًا وذو أتمتة عالية: تُبثق المبادلات الحرارية من الألمنيوم وتُربط بالبراغي بدل اللحام لمنع التآكل، تُشكّل الأغلفة وتُختم، ثم تُركّب المواقد والمضخات والوحدات التحكم على خطوط مرنة مع روبوتات وعربات تغذية. بعد اختبارات التسرب والإشعال الآلية، يُغلّف الجهاز في كرتونة تُشكّل وتُحزم وتُحمّل على البليت خلال 40 ثانية، فتُقلّص العمال من 15 إلى 1، مقدمة نموذجًا صناعيًا آمنًا عالي الإنتاجية.
✅ 1. التصميم الهيكلي لسخانات الحائط
- الهندسة المعيارية: يُنتج المبادل الحراري أساسًا بالبثق من الألمنيوم ويُربط بالبراغي، مما يُلغي التآكل الناتج عن الإجهاد الذي تسببه اللحامات.
- مفهوم الإحكام: الأغطية الأمامية والخلفية تستخدم حلقات مانعة للتسرب مع البراغي لضمان عدم تسرب الغاز أو الماء.
- تحسين نقل الحرارة: استخدام زعانف متماثلة وأسطح متموّجة لتعزيز التبادل الحراري، مما يزيد من الكفاءة ويقلل من تآثر المكثفات.
✅ 2. عملية التجميع
- تحضير المواد: سبائك ألمنيوم مقاومة للحرارة والتآكل، فولاذ مقاوم للصدأ ونحاس.
- معالجة الصفائح: القص، الانحناء، التثقيب، اللحام وخطوات أخرى لتشكيل الغلاف.
- البناء الداخلي: يُركب الموقد، المبادل الحراري، المضخة، لوحة التحكم… بالترتيب، مع التحقق من كل رباط.
- اللحام والإحكام: النقاط الحرجة تُلحَم ثم تُغطّى بمواد لاصقة مرنة لمنع تسرب الغاز أو الماء.
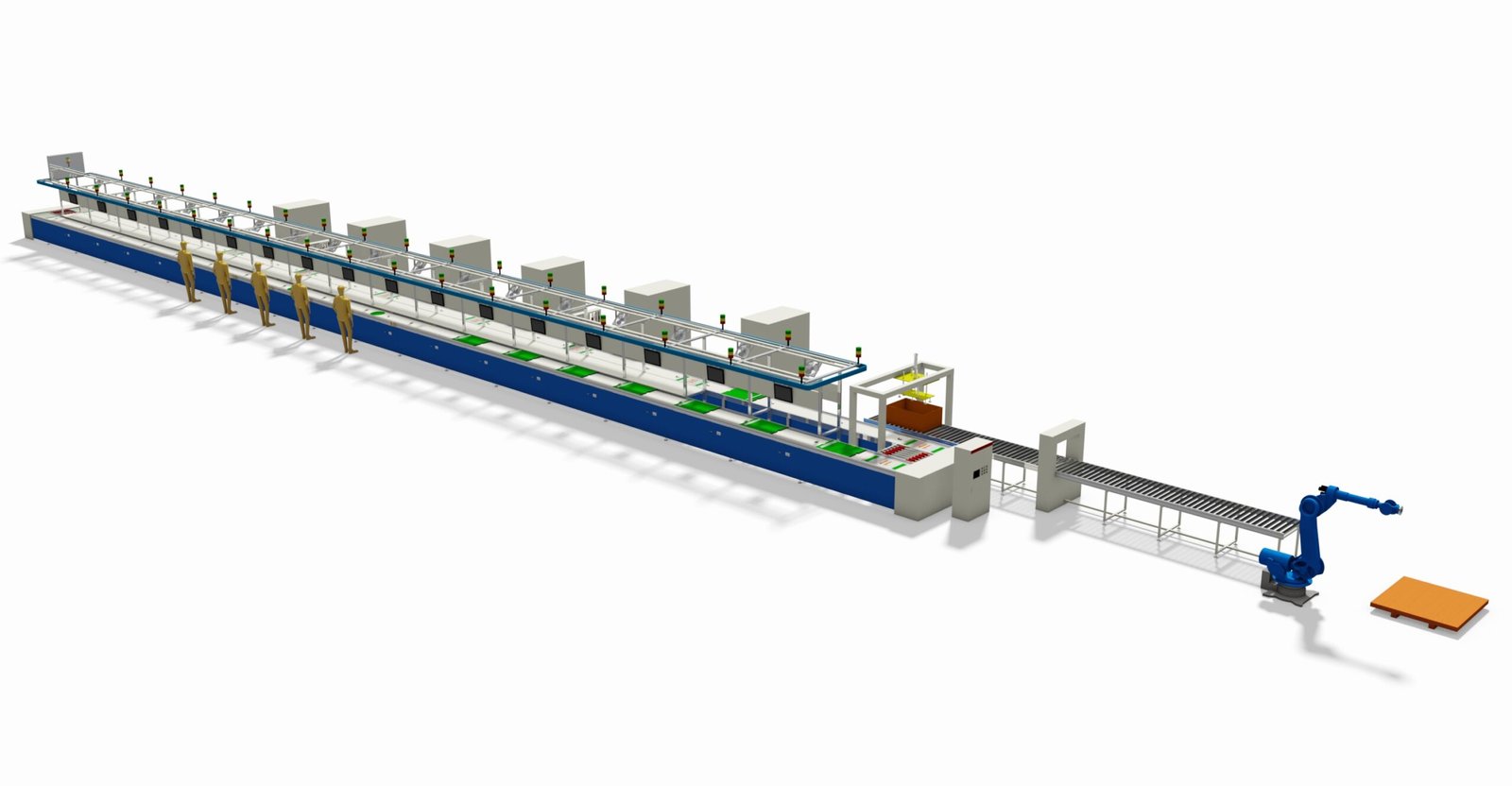
✅ 3. خط التجميع
- تخطيط الناقل: مقاطع مستقيمة، منحنية، رافعة ومنخفضة لإنشاء خط مرن.
- مستوى الأتمتة: براغي آلي بالروبوت، تغذية مواد عربات AGV، وحدات رفع ودوران آلية… تضمن السرعة والدقة.
- تكوين المحطات: مناطق مدعومة، بوابات توقف، حلقة إعادة الإصلاح، أجهزة تثبيت، وحدات نقل تدعم الإنتاج وفق الإيقاق الزمني.
✅ 4. خط الاختبار
- القلب والتثبيت الآلي: تُقلب السخانات بعد التجميع وتُثبت آلياً؛ تُوصل خراطيم الغاز والماء للاختبار.
- بنود الاختبار:
– فحص تسرب اللهب (عيّنة غاز آليّة)
– اختبار النظام الكهربائي وضيق الغاز
– اختبار وظيفي (الإشعال، التحكم في الحرارة، إيقافات الأمان) - عامل الأمان: لا ينخفض القالب حتى تُزال خراطيم الاختبار، تفادياً للسقوط العرضي.
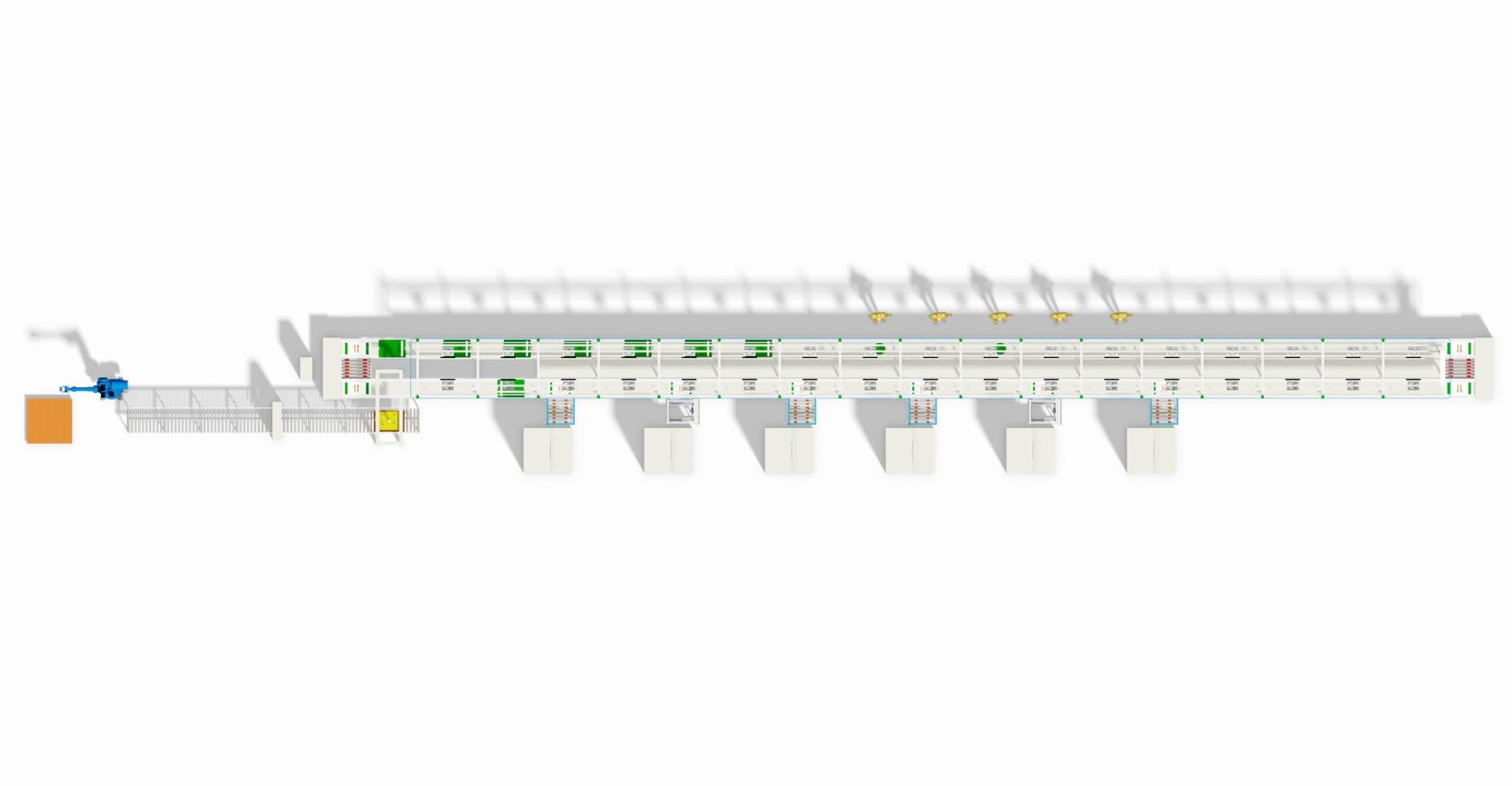
✅ 5. خط التعبئة
- تسلسل التغليف الآلي:
– تشكيل الكرتونة: آلة فتح كرتون أوتوماتيكية
– التحزيم: روبوت أو قبضة يضع السخان داخل الكرتون؛ تُغذى قطع الرغو آلياً
– الإغلاق: آلة طي وإغلاق الكرتون تُغلق الأعلى والأسفل
– الربط: آلة ربط آلي تُطبّق شرائط PP/PET
– التحميل على البالات: روبوت يُكدّس الكراتين على البليت – دون تدخل بشري - أبرز الصعوبات والحلول:
– مركز الثقل أمامي؛ يُستخدم قبضة مخصصة ورغو موضعية لمنع الانقلاب والصدمات
– الرغو مُخدّد ومضلع لحماية المكونات السفلية وتقليل استهلاك المادة - مكاسب الكفاءة: تقليل العمال من 15 إلى 1؛ وقت التعبئة ≈ 40 ثانية لكل وحدة.
✅ ملخص عام
أصبح تصنيع سخانات الحائط معياريًا وذو أتمتة عالية. بدءاً من التصميم الهيكلي وصولاً إلى التغليف النهائي، يُركّز كل خطوة على السلامة، الكفاءة والتكرارية. أجهزة القلب الاختبارية الآلية، التحزيم الروبوتي والتحميل على البالات بدون عمال خصوصاً يُقللان كلفة العمل ويُعززان الإنتاجية، مقدّماً للصناعة نموذج إنتاج عالي الكفاءة يُمكن تكراره.